产品简介:...

15905263555
全国服务热线产品中心
一家研发设计、生产制造、售后维护一体的数控机床厂
产品介绍
致力于提供数控机床研发设计安装服务一体的解决方案
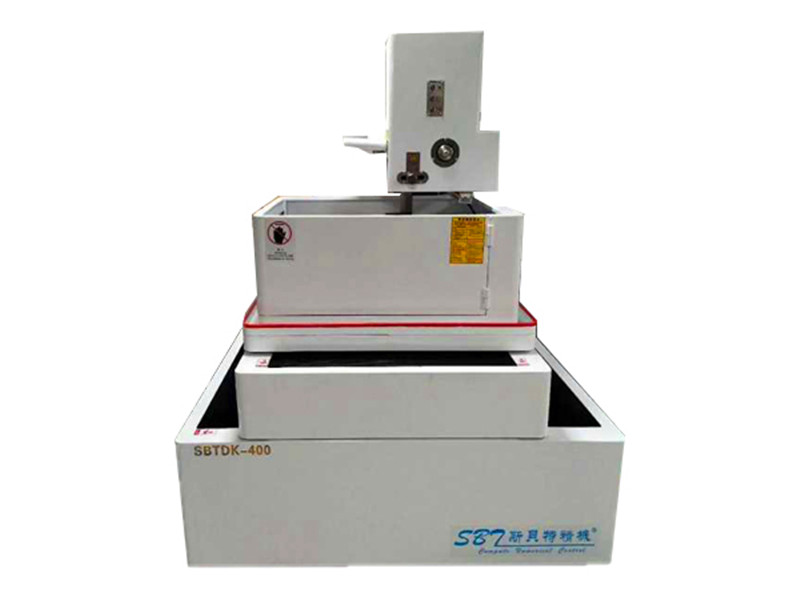
中走丝电火花线切割机,通过多次切割减少材料变形及钼丝损耗带来的误差,使加工质量也相对提高,加工质量可介于高速走丝机与低速走丝机之间。中走丝、慢走丝、快走丝都是指中走丝电火花线切割机。电火花线切割机(Wire cut Electrical Discharge Machining简称WEDM)。中走丝电火花线切割机(Medium-speed Wire cut Electrical Discharge Machining简写MS-WEDM),属往复高速走丝电火花线切割机床范畴,是在高速往复走丝电火花线切割机床上实现多次切割功能,被称为“中走丝线切割”。
所谓“中走丝”并非指走丝速度介于高速与低速之间,而是复合走丝线切割机床,即走丝原理是在粗加工时采用高速(8-12mm/s)走丝,精加工时采用低速(1-3mm/s)走丝,用户所说的“中走丝”,实际上是往复走丝电火花线切割机借鉴了一些低速走丝机的加工工艺技术,并实现了无条纹切割和多次切割。技术在实践中得出,在多次切割中第一次切割任务主要是高速稳定切割。第二次切割的任务是精修,保证加工尺寸精度 。可选用中等规准,使第二次切割后的粗糙度Ra在1.4~1.7μm之间。第三次、第四次或更多次切割的任务是抛磨修光 ,可用最小脉宽(目前最小可以分频到1μs)进行修光,而峰值电流随加工表面质量要求而异,走丝方式则像第二次切割那样采用低速走丝限速进给即可。
1、快速PCI接口,采用奔4电脑,15吋高分辨彩显,不但速度快,稳定性也大大提高。
2、采用无阻驱动系统,步进电机运行稳定,速度快声咅小。
3、采用软件编码高频,钼丝损耗明显降低。
4、采用本公司最新开发的编控系统,只要您会CAD,就会操作中走丝。
5、加工高频参数均软件设置,真正做到数字编码,易用性和稳定性大大提高。
全国统一服务热线
15905263555
扫一扫 关注我们